Current location:
Current location:?
Advantages of Heat Treatment Process for Carbon Steel Bends
Author:KERRY
Time:2024-01-16
Click through rate:145
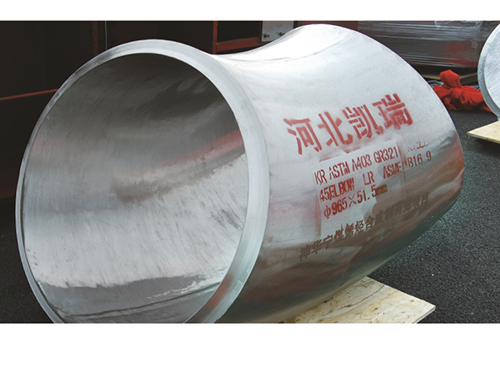
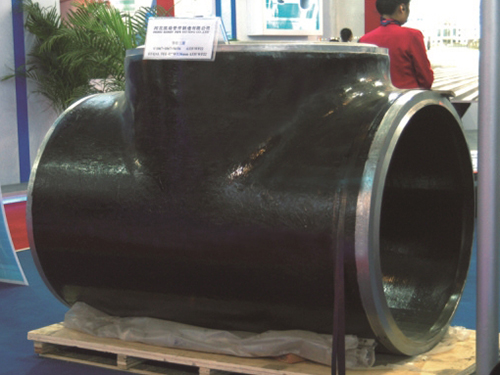
Carbon steel elbows are an important component of long-distance oil and gas pipelines. The long-distance pipeline passes through multiple areas with complex terrain and harsh climate conditions. Therefore, pipeline laying requires a large number of large-diameter bends. The stress state of large-diameter bent pipes is complex and the bending process is difficult during use. There are many factors that affect quality
What are the advantages of the heat treatment process for carbon steel elbows? Below, let me give you a detailed introduction: 1. Preheating of carbon steel elbows helps to reduce the high hardness of the heat affected zone of medium carbon steel and prevent cold cracking. This is the main process measure for welding medium carbon steel. Preheating can also improve the plasticity of welded joints and reduce residual stress after welding Secondly, when the preheating temperature of 35 and 45 steel is usually between 150-250 ℃, due to the relationship between thickness and stiffness, if the carbon content is good or the crack tendency is large, the preheating temperature can be increased to 250-400 ℃ 3. If the welding piece is too large and overall preheating is difficult, local preheating can be carried out. The heating range for local preheating on both sides of the weld seam is 150-2000mm. When conditions permit, it is advisable to use alkaline electricity 4. If stress relief heat treatment cannot be carried out after welding, post weld heat treatment should be carried out immediately. In terms of design stress, carbon steel elbows have excellent compression performance 5. Due to various factors, the actual wall thickness of underfloor heating pipes is usually the same. Under this wall thickness, all types of pipes can meet the requirements of underfloor heating. Therefore, the pressure resistance advantage of national standard carbon steel elbows cannot meet the requirements of underfloor heating VI. Pipelines used for floor heating require good thermal conductivity, low-temperature thermal shock resistance, and low-temperature impact resistance. Okay. Carbon steel needs to be careful during the welding process, used in appropriate environments to continuously achieve important performance, and welding in important environments to determine quality 7. In the groove form, U-shaped groove welding should be used as much as possible for welded parts. If it is a casting defect, the groove shape excavated with a shovel should be smooth. Its purpose is to reduce the proportion of base metal melted into weld metal, thereby reducing the carbon content in the weld and preventing the formation of cracks 8. Due to the high proportion of base metal melting to a layer of weld metal of up to 30%, low current and low welding speed should be used to reduce the melting depth of the base metal 9. Post weld heat treatment is a good method to immediately remove stress after welding, especially for welded parts with large thickness, good stiffness, and harsh working conditions (dynamic or impact loads). The tempering temperature for removing stress is 600-650 ℃ When measuring carbon steel elbows, due to the possibility of different outer diameters, incorrect holes (different centers), and different thicknesses of gaskets, the machined fixtures should not be interchangeable with the side carbon steel elbows. Therefore, measuring the size and quantity of each component is crucial. Based on the position of the large flange before measurement, first draw a schematic diagram and number of the equipment's large flange connection, so that the fixture can be installed in the corresponding way and principle, and ensure normal use. When measuring, it is advisable to arrange for three people, two of whom are measuring, and one is checking and filling out the form. If it is not possible to use an external caliper and a steel plate ruler, a caliper can be used as the measuring tool. Measurement is a meticulous task and a prerequisite for fixture installation. Measurement and recording need to be prepared correctly, and forms need to be filled out carefully and clearly. In actual measurement work. To cooperate with each other, we should be able to cooperate and use according to the correct principles Carbon steel elbows do not require stainless steel bolts. Select stainless steel bolts for easy disassembly (carbon steel is prone to rusting), and can also be used in certain special occasions, such as flameless or other special occasions. At this year's carbon steel elbow conference, various new products are constantly emerging. In the steel pipe industry, such as steel pipes, products are constantly being created to sell steel pipes. The carbon steel elbow gradually opens in the steel scale. Carbon steel elbow blanks are also attributed to the production of carbon steel elbows. Carbon steel elbows are left behind from the blanks, but these carbon steel elbows. The steel parts of the flange are left behind to manufacture carbon steel elbow blanks. Carbon steel elbows are generally manufactured using forging or forging processes for butt welding, flat welding, socket welding, and threaded flanges. When making steel plates or sections, sound wave testing should be used for the steel plates, and there should be no delamination defects. Cut the steel into strips along the rolling direction, bend and weld them into rings, and the outer surface of the steel forms a ring. No steel plate can be directly processed into a neck flange. The butt weld of the annular ring should be welded with full penetration welding. Carbon steel bolts do not need to be equipped with insulation gaskets and sleeves. Insulation gaskets and sleeves should only be used in situations where electricity is possible or the fluid inside the pipeline is flammable and explosive. In such situations, stainless steel bolts should also be equipped with insulation gaskets and sleeves